Данная форма соединений применима для труб диаметром не менее 32 мм. Существует 4 подтипа ее крепления. Одни из них — штуцеры ГОСТ 22792-83 — используются в трубопроводной системе, оснащенной уплотнением линзового свойства, которая применяется специализированными нефтехимическими предприятиями, а также заводами, занимающимися производством минеральных удобрений. Ру для таких изделий имеет диапазон от 10 до 100 мПа и при термической характеристике окружающей среды в пределах от — 50 до +5100 С.
Заготовки для штуцер гост 22792-83: поковки, трубы, значительные штамповки.
Для изготовления изделия размером до 50 мм в нашей компании возможно применение качественного сортового проката. Свыше – только сталь.
Штуцер приварной гост 22792-83 должен иметь параметры, соответствующие обозначенным в чертеже и таблицах. Так, величина условного прохода должна быть в пределах от 6 до 200мм, изготовление деталей – от 1 до 4, вес – от 6,2 до 101,4.
В современной практике наиболее часто применяются приварные внахлест штуцерно-торцовые соединения, уплотненные прокладками. Стальные изделия соединяют с трубами путем электро- и газосваривания. На отбортованных трубах применимы два типа соединения – штуцер стальной и накидная гайка.
Неприварные штуцерные соединения считаются более экономичными.
Для штуцеров Dy = 50 мм и менее допускается применение сортового проката.
Материал: сталь 20 ГОСТ 1050, сталь 15Х5М, 18ХЗМВ и 20ХЗМВФ по ГОСТ 20072; сталь 10Г2 и ЗОХМА по ГОСТ 4543; сталь 09Г2С и 14ХГС по ГОСТ 19282; СТАЛЬ 03Х17Н14МЗ, 08Х18Н10Т, 08Х18Н12Т, 12Х18Н10Т, 12Х18Н12Т, 10Х17Н13М2Т, 10Х17Н13МЗТ и 08Х17Н15МЗТ по ГОСТ 5632; сталь 20ЮЧ, 15ГС, 20Х2МА и 22ХЗМ по нормативно-технической документации завода производителя стали.
Обозначение при заказе согласно ГОСТ 22792 штуцера исполнения 1, Dy 65 на условное давление Ру 32 МПа согласно ГОСТ 22790 из стали марки 20ХЗМВФ:
Штуцер приварной 1-65-32-20ХЗМВФ ГОСТ 22792
ПРИМЕЧАНИЕ:
1. Для штуцеров исполнения 2 — Dy 6; 1 и 2 — Dy 32, 1 — Dy 40.
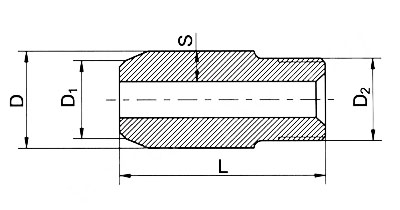
2. Для полной идентификации указывать размеры Д1xS.
| Условный проход Dy | Исполнение детали | D | D1 | S | D2 | L | Примечания |
| 6 | 2 | 15 | 11 | 4,5 | M 14×1,5 | 100 | |
| 12 | |||||||
| 4 | 15 | ||||||
| 10 | 2 | 25 | 18 | 7,0 | M 24×2,0 | ||
| 4 | 20 | ||||||
| 15 | 2 | 35 | 25 | 9,0 | M 33×2,0 | ||
| 4 | 35 | ||||||
| 25 | 1 | 45 | 35 | 9,0 | M 42×2,0 | 110 | |
| 2 | 38 | ||||||
| 3 | 45 | 10,0 | |||||
| 4 | 50 | 50 | 12,0 | M 48×2,0 | |||
| 32 | 1 | 51 | 45 | 11,0 | M 48×2,0 | ||
| 50 | 9,0 | ||||||
| 2 | 51 | 51 | 11,0 | ||||
| 50 | 50 | 9,0 | |||||
| 3 | 57 | 57 | 12,0 | M 56×3,0 | 130 | Для нержавеющей стали S= 14 мм | |
| 4 | 68 | 68 | 16,0 | M 64×3,0 | 130 | ||
| 40 | 1 | 68 | 56 | 13,0 | |||
| 57 | |||||||
| 2 | 68 | 68 | 12,0 14,0 | ||||
| 3 | |||||||
| 4 | 83 | 83 | 19,0 | M 80×3,0 | 160 | ||
| 50 | 1 | 83 | 76 | 14,0 | |||
| 2 | 83 | ||||||
| 3 | 102 | 102 | 20,0 | M 100×3,0 | 180 | ||
| 4 | 22,0 | M 100×3,0 | 180 | ||||
| 65 | 1 | 102 | 89 | 16,0 | |||
| 2 | 102 | ||||||
| 3 | 114 | 114 | 22,0 | М110×3,0 | 200 | ||
| 4 | 127 | 127 | 28,0 | M 125×4,0 | |||
| 80 | 1 | 114 | 114 | 14,0 | М110×3,0 | Здесь и ниже резьбу M 135×4 рекомендуется не применять | |
| 2 | 127 | 127 | 18,0 | M 125×4,0 | |||
| 3 | 140 | 140 | 25,0 | M 135×4,0 | |||
| 4 | 159 | 159 | 36,0 | M 155×4,0 | |||
| 100 | 1 | 127 | 127 | 14,0 | M 125×4,0 | ||
| 2 | 140 | 140 | 20,0 | M 135×4,0 | |||
| 3 | 159 | 159 | 28,0 | M 155×4,0 | |||
| 4 | 180 | 180 | 40,0 | M 175×6,0 | 250 | ||
| 125 | 1 | 159 | 159 | 18,0 | M 155×4,0 | ||
| 2 | 180 | 180 | 28,0 | M 175×6,0 |